


联系我们

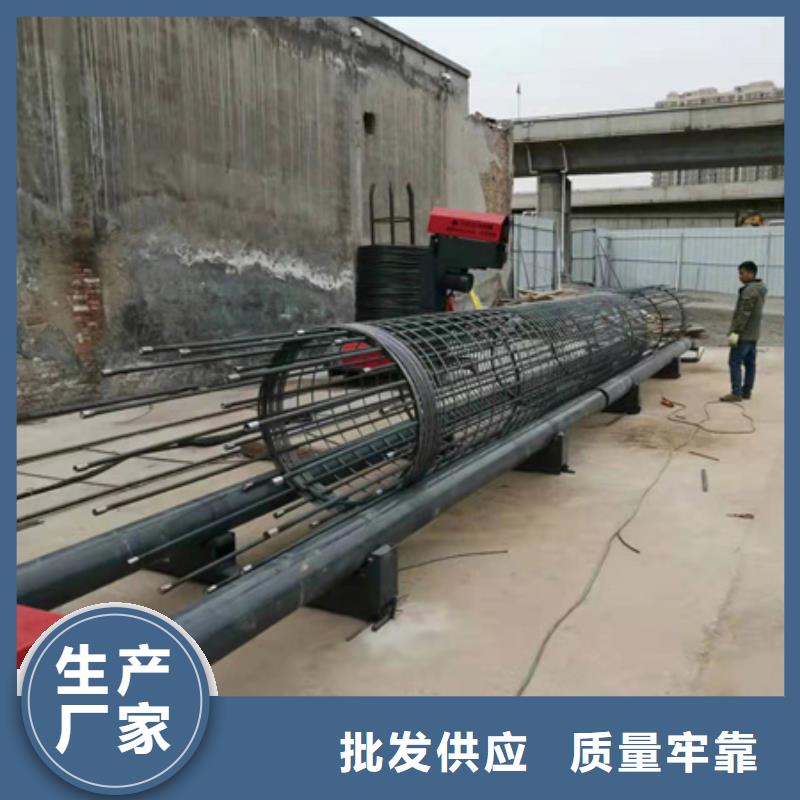
数控钢筋笼缠绕筋机-好品质、放心买
更新时间:2025-02-08 11:35:55 浏览次数:12 公司名称:许昌 建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |





西安数控钢筋笼缠绕筋机-好品质、放心买
钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。河南建贸机械设备有限公司是一个集研究、生产、销售为一体的建筑机械设备制造厂。河南建贸机械设备有限公司自创建伊始就以高起点、高为出发点,从厂区生产车间的建设到生产设备的引进,层层严格把关。 全自动数控钢筋笼绕筋机钢筋放线机构设置在驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在驱动机构上,主筋导管设置在固定驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管是密布并且相对应的穿孔;焊接机械手安装在主筋导管一侧;随着科学的日益进步,工程机械将会发生翻天覆地的变化,那么未来工程机械可能出现哪些趋势呢?升级换代速度加快随着现代高新的发展,工程机械产品的发展和更加迅速,更新换代的周期越来越短,产品族群得以拓展,产品系列日臻完善。

产品说明:1.一般常用之螺丝,自行车、汽机车及小家电轴心、事务机器零件,相当适用本系列滚牙机加工。2.配置精密的涡杆涡轮组合,传动稳定,无间隙过大的问题,确保螺丝精度。3.装配精密传动齿轮,经研磨后,不但噪音,持久耐用,传动无间隙。4.鸠尾斜度形滑板,进给滚牙时,不鬆动、不跃升、不易磨损。5、建贸套丝机采用简易偏心式进刀施给压力、操作简单、精巧玲龙,为适合小螺丝,压花纹之使用。钢筋剥肋滚轧直螺纹连接技术,是一种新型的钢筋连接技术,和传统工艺相比,该技术的优点在于无虚假螺纹,力学性能好,连接可靠连接强度超过钢筋母材强度,该技术达到了JGJ107-2003中一级接头标准。主要技术参数:本机主要特点: 主要技术参数:HGS-40型钢筋直螺纹剥肋滚丝机主要用于建筑工程带肋钢筋直螺纹丝头,是实现钢筋直螺纹连接的关键设备,可加工直径16-40mmHRB40mmHRB335级和HRB400级带肋钢筋.具有独特性刀具自动开合,钢筋一次装夹。30秒完成丝头加工,效率高。加工牙形饱满,尺寸精度高,可加工正扣螺纹,也可加工反扣螺纹。本机操作简单,设计合理,使用维护方便,更换刀片,仅需5分钟。可滚扎60度或75度钢筋纹头换滚丝轮即可。刀具采用自动开合结构,钢筋丝头加工”模具化“,精度高,合格。 加工钢筋直径范围:16-40mm绕筋机
 <西安>建贸机械设备有限公司
<西安>建贸机械设备有限公司
HSG-40型钢筋直螺纹滚丝机,滚丝机能套多长的丝?直螺纹滚丝机加工范围多大?钢筋套丝机功率多大?钢筋丝头套丝机,钢筋滚丝机,钢筋直螺纹滚丝机报价 山东钢筋直螺纹滚丝机,建筑钢筋直螺纹丝头加工机 钢筋套丝机?鑫隆公司以高新产品,满足用户的需求和期望为宗旨,以质量di一、和谐经营为理念,以企业竞争力与品牌知名度为已任,真诚与您共寻发展厂价促销钢筋直螺纹滚丝机 套丝机,建筑钢筋直螺纹丝头加工机 钢筋套丝机?该钢筋滚丝机加工直螺纹一次成型,且螺纹精度高,表面粗糙度等级高,该机加工过程自动控制。底部装有滚轮,适宜于建筑工地使用,也适宜钢筋加工厂使用。一次滚轧成型的钢筋直螺纹接头,使用于各种建筑工程和各类建筑物的现浇钢筋混凝土结构中的钢筋连接施工,接头性能达到建筑行业标准JGJ107-96《钢筋机械连接通用技术规程》中A级接头标准要求 HGS-40型钢筋直螺纹滚丝机绕筋机
jmc 59406
59406

绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。